



BoostMilling, 2D ve 2.5D işleme için geliştirilmiş yüksek performanslı bir işleme stratejisidir.
2D parmak frezeleme ve 3D kaba işleme için kullanılabilen bu yaklaşım, işleme süreci boyunca belirli koşullara uyumu sağlayan optimize edilmiş bir takım yolu oluşturur.
Daha açık ifade etmek gerekirse, amaç aşağıdaki değişkenleri sınırlayan bir takım yolu oluşturmaktır:
Talaş kaldırma oranındaki değişimler,
İlerleme hızı değişimleri,
Takımın temas açısının maksimum değeri hiçbir zaman aşmaması,
Talaş genişliği değişimleri.
Hesaplanan takım yolu, işleme koşullarının kontrol altında tutulduğu farklı bölgelerden oluşur. Bu konsept; paralel düz çizgiler, eşmerkezli daireler veya trokoidal desen (merkezleri kaydırılmış ardışık daireler) boyunca hareketlerin optimize edilmesine odaklanır.
Bu üç senaryo, takımın maksimum temas miktarı gibi işleme koşullarının geometrik prensipler kullanılarak analiz edilmesini mümkün kılar. Sonuç olarak, takım yolu içindeki yayların minimum yarıçapı gibi bazı parametreler önceden belirlenerek optimum işleme koşulları sağlanabilir.
Temel Prensipler
Takım Yolu Genel Yapısı
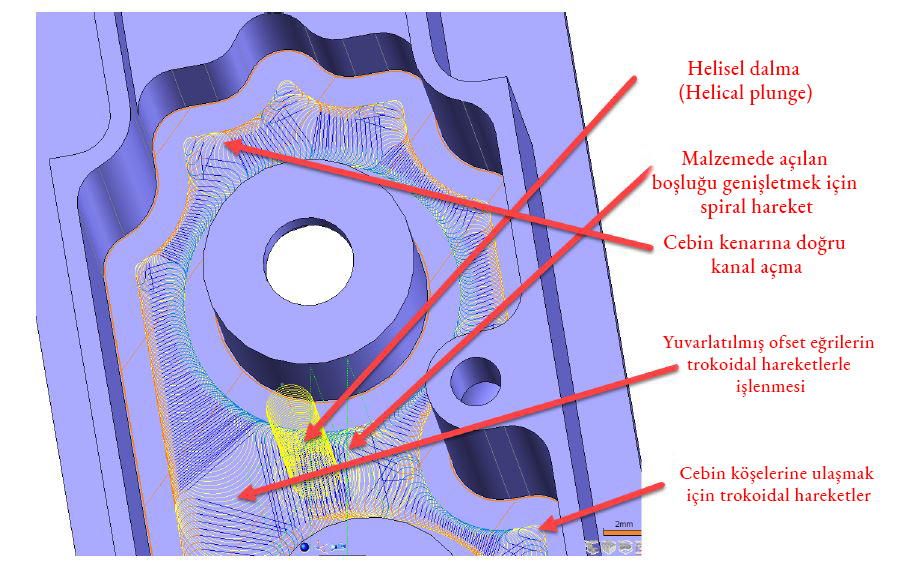
Aşağıdaki adasız kapalı cep, takım yolunun farklı adımlarını göstermektedir.
Helisel dalma (Helical plunge)
Malzemede açılan boşluğu genişletmek için spiral hareket
Cebin kenarına doğru kanal açma
Yuvarlatılmış ofset eğrilerin trokoidal hareketlerle işlenmesi
Cebin köşelerine ulaşmak için trokoidal hareketler
Helisel Dalma (Helical Plunge)
Takım yolu, cebin merkezinde helisel bir dalma hareketi ile başlar. Bu aşamada dalma için özel bir ilerleme hızı ve iş mili devri tanımlanabilir.
Eğer cep önceden delinmişse, yaklaşma noktası ön delik merkezine yerleştirilebilir ve böylece malzeme dışında doğrudan dalma yapılabilir. Bu durumda takım yolunun başlangıç noktasına trokoidal kanal açma (trochoidal slotting) ile ulaşılır.
Spiral (Gerekirse)
Takım yolu boyunca talaş genişliğini sınırlamak için köşeler minimum bir yarıçap ile yuvarlatılmalıdır. Bu yarıçap; adım mesafesine (step-over), takım yarıçapına ve maksimum temas oranına bağlıdır.
Eğer bu minimum yarıçap, helis yarıçapından büyükse; cep merkezindeki ofset eğriler minimum yarıçaplı bir daireyi barındıramayacak kadar küçük olacağından, malzemedeki açıklığın genişletilmesi gerekir. Bu durumda, iç yarıçapı helis yarıçapına eşit ve dış yarıçapı minimum köşe yarıçapına eşit olan bir spiral ile değiştirilmelidir.
Spiral; değişken adım mesafesine sahip yarım dairelerden oluşur: başlangıçta daha küçük olup, maksimum temas değerini korumak için kademeli olarak artar.
Kenara Kadar Kanal Açma (Slot up to the edge)
Ardından cep kenarına kadar bir kanal açılır. Bu adım, malzeme dışındaki ardışık cep ofsetleri arasında yumuşak geçişler sağlar.
Ofset Eğrilerin İşlenmesi (Offset Curve Machining)
Bir sonraki adım, ofset eğrilerin içten dışa doğru işlenmesidir. Mümkün olduğunca eğrilerin şekli korunur ve keskin köşeler; köşelerdeki adım mesafesini sınırlamak ve takımın temas kontrolünü iyileştirmek amacıyla trokoidal takım yolları (köşe dilimleme) ile değiştirilir.